

Multi-Tier Storage System
0
Ratings
Add Zip code to check availability
Select Quantity
Features
Brand
Company
Estimated Price
SKU
Category
Sub - Category
Metafold Engineering
Metafold Engineering
₹N/A
HPHNMR-1421
Storage Solutions
Shelves and Shelving Systems
Additional Information
Material
N/A
Color
N/A
Minimum Order Quantity
N/A
Usage/Application
N/A
Dimensions (mm)
N/A
Shape
N/A
Surface Treatment
N/A
Checked and Rectified
Yes
Capacity Minimum (kg)
N/A
Capacity Maximum (kg)
N/A
Height Minimum (mm)
N/A
Height Maximum (mm)
N/A
Dimensions Inner (mm)
N/A
Sheet Thickness (mm)
N/A
Drum Compatibility (Litre)
N/A
No of Lockers
N/A
Aisles Space Minimum (mm)
N/A
Aisles Space Maximum (mm)
N/A
No Of Layers (Minimum)
N/A
No Of Layers (Maximum)
N/A
No of Shelves
N/A
No of Bins
N/A
Shuttle Load (kg)
N/A
Load Per Layer Minimum (kg)
N/A
Load Per Layer Maximum (kg)
N/A
Rack Type
N/A
Marketplace Benefits
Warranty & Return Policy
Description
"
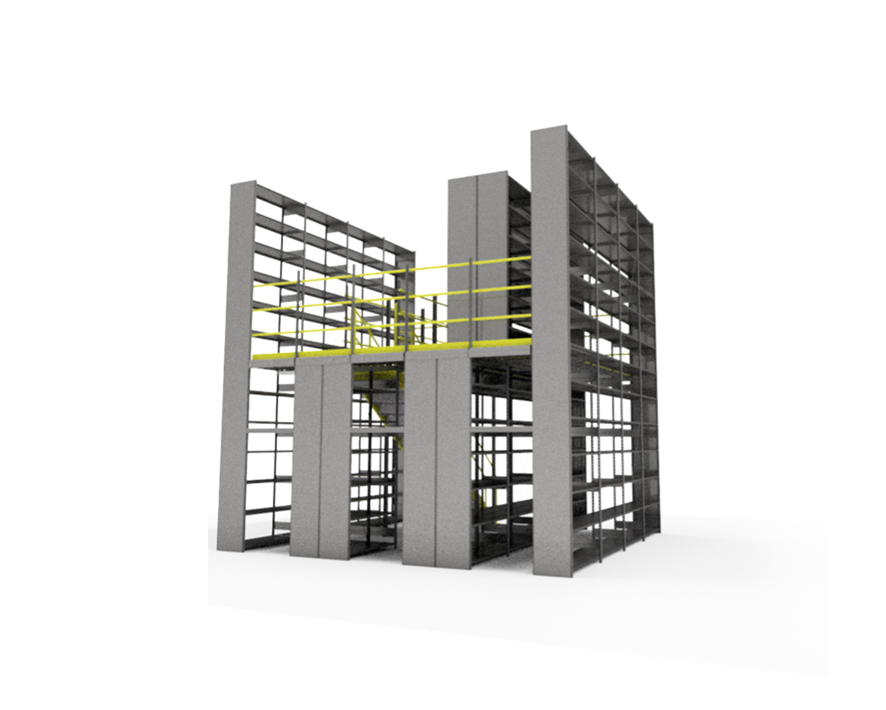
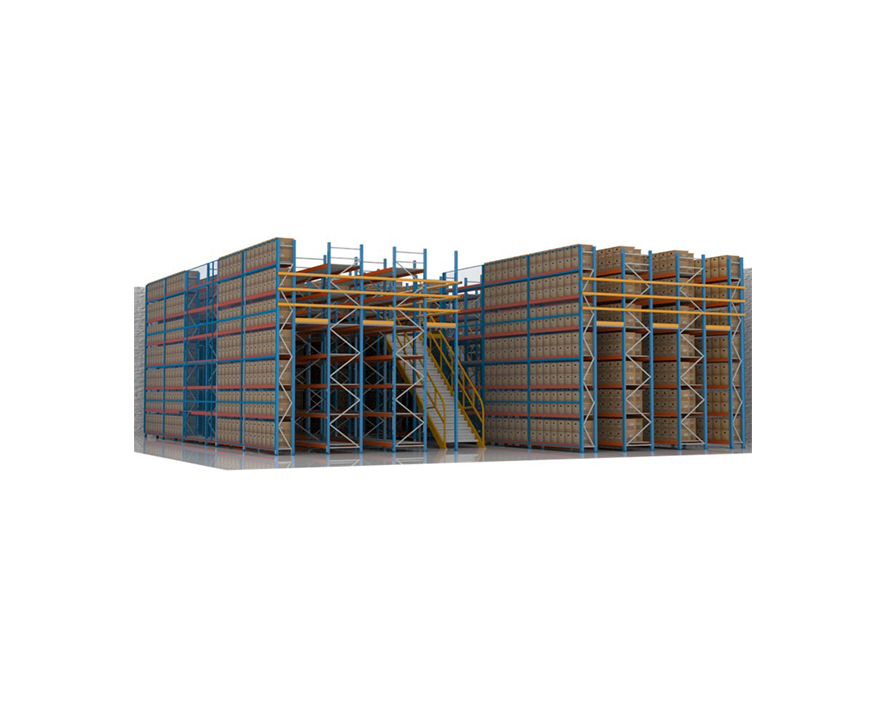
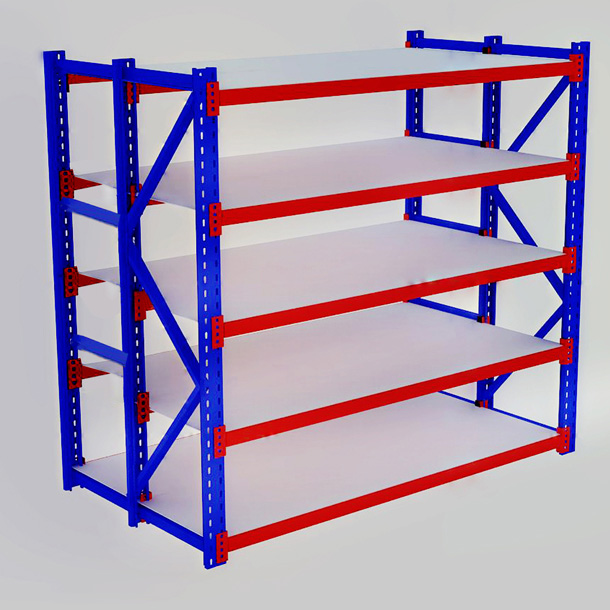
Overview: The Metafold Engineering Multi-Tier Storage System is an innovative solution for maximizing storage capacity in larger warehouses. This multi-tier shelving system features integrated aisles and can be constructed as two or more levels, making it ideal for efficiently storing a variety of items. The system utilizes heavy-duty uprights to support multiple shelves and access walkways, offering both practicality and structural stability.
Benefits:
- Cost-Efficient Design: The efficient design of the Multi-Tier Storage System leads to significant savings on construction costs, making it a financially viable choice for expanding warehouse storage.
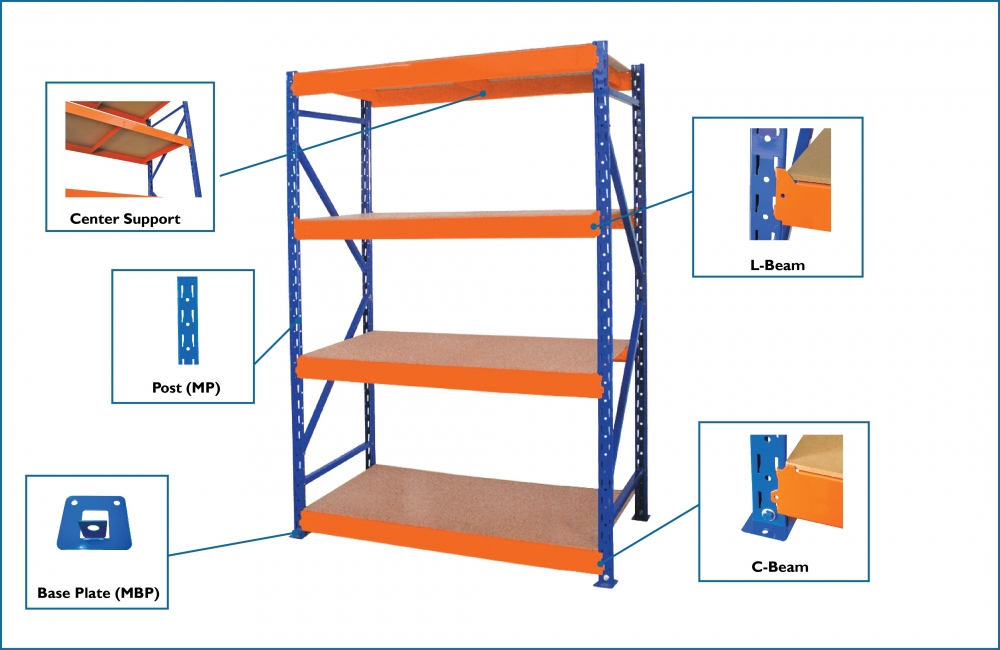
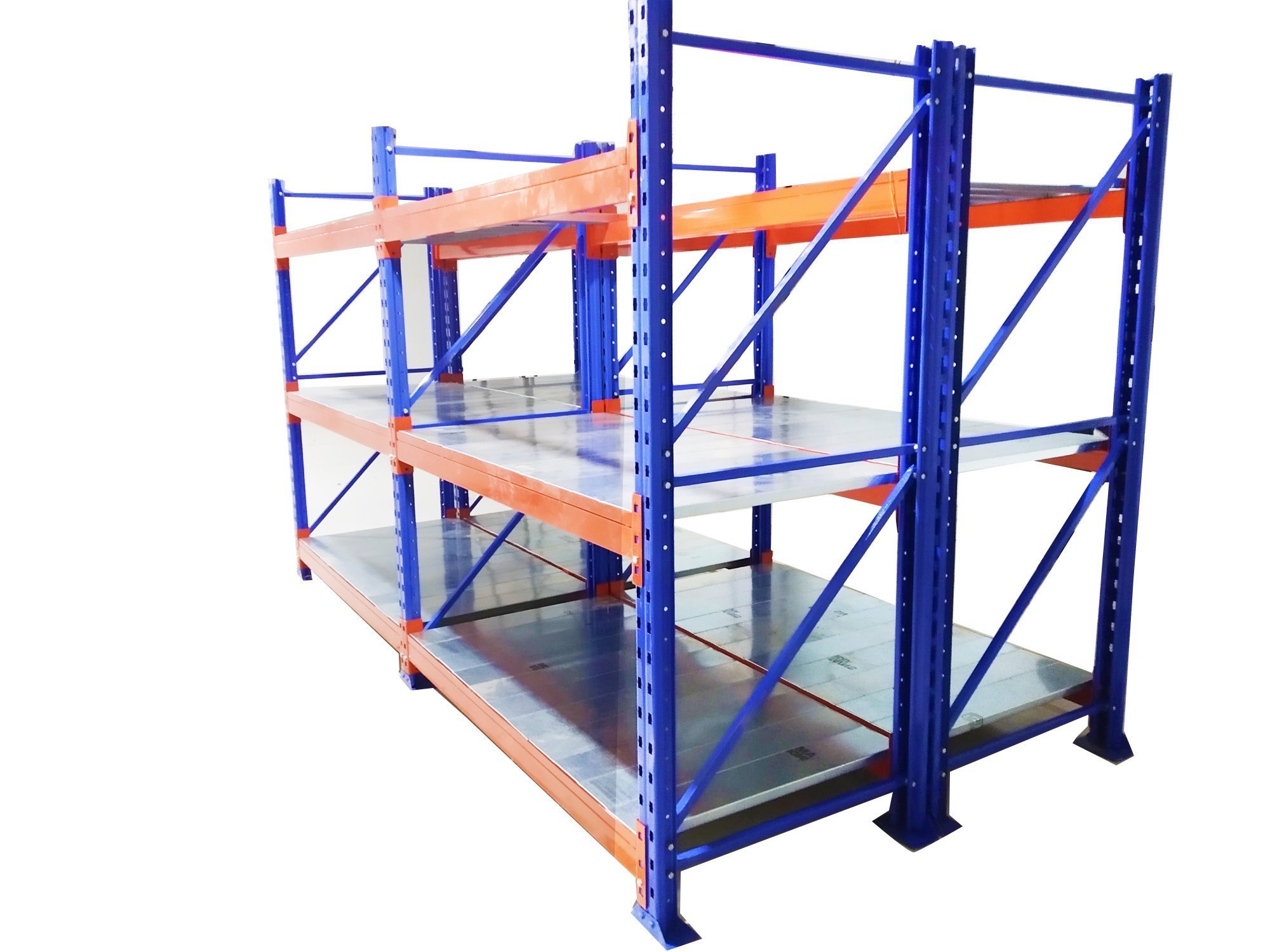
- Proven Shelving System: Built upon a well-established shelving framework, this system combines familiarity with innovation, ensuring reliable performance.
- Heavy-Duty Uprights: The system's robust uprights are engineered to bear heavy loads from upper floors, guaranteeing durability and safety.
- Optimal Storage Capacity: Individual components of the Multi-Tier Storage System offer high sustaining capacity, enabling you to maximize storage without compromising on strength.
- Integration Flexibility: Easily incorporate fire sprinkler and lighting systems, enhancing safety and visibility throughout the storage environment.
- Comprehensive Accessories: The system supports a range of accessories including stairs, handrails, and pallet gates, providing a complete solution tailored to your operational needs.
Features:
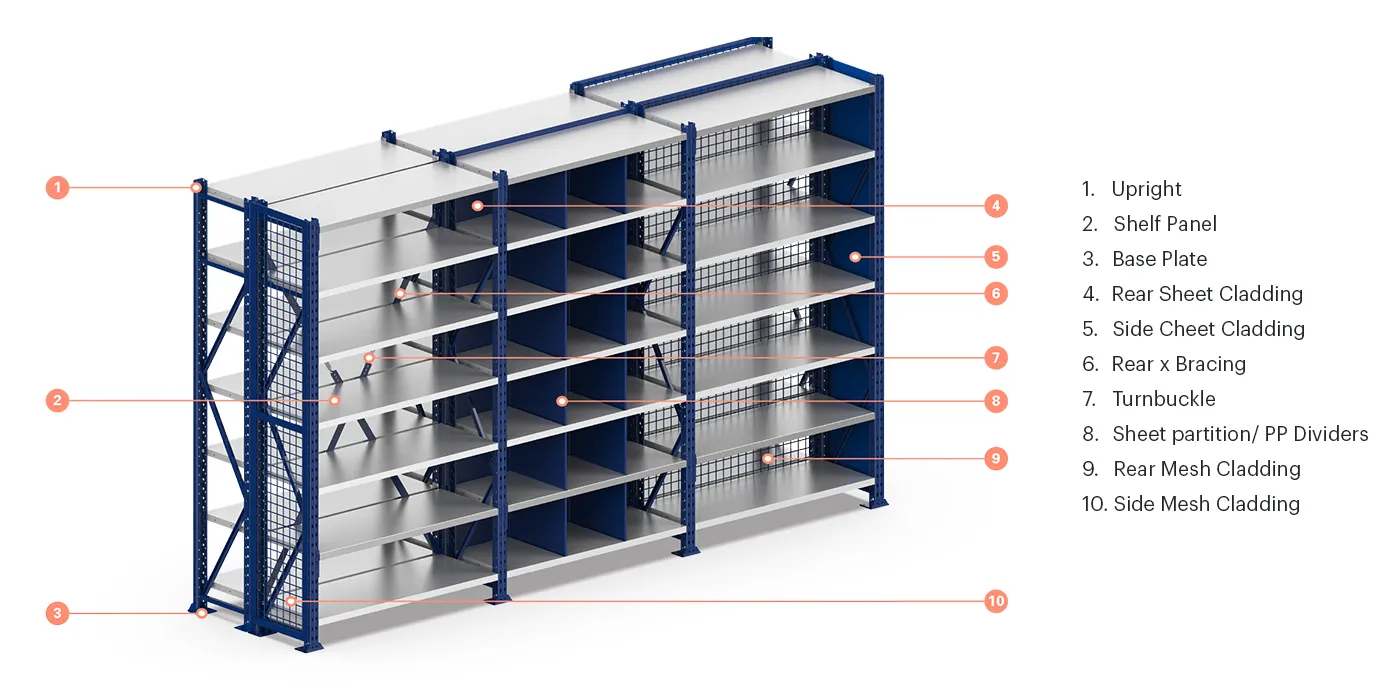
- Integrated Aisles: The built-in aisle design optimizes space utilization and facilitates efficient access to stored items.
- Structural Versatility: Full-length uprights support all levels, while single uprights allow for mezzanines and free-standing shelving units, offering versatile layout options.
- Thinner Floors for Extra Storage: The use of thinner floors enables the inclusion of an additional storage level, further increasing the capacity of the system.
- Durable Construction: Crafted from high-quality materials, the Multi-Tier Storage System ensures long-lasting performance even under heavy loads.
- Customization and Expansion: The modular nature of the system permits easy customization and future expansion to adapt to evolving storage requirements.
Applications:
- Warehouse Storage: Ideal for larger warehouses with diverse inventory, the system efficiently organizes goods and streamlines retrieval processes.
- Distribution Centers: Multi-tier shelving optimizes space in distribution centers, enhancing inventory management and order fulfillment.
- Manufacturing Facilities: The system facilitates organized storage of raw materials, components, and finished products, supporting efficient production workflows.
- Retail Warehousing: Retailers benefit from the system's ability to accommodate a wide range of products, improving inventory turnover and availability.
- Archive and Records Management: The Multi-Tier Storage System offers a space-saving solution for storing archives, documents, and records while maintaining easy accessibility.