
Live Pallet Racking System
Add Zip code to check availability
Select Quantity
Features
Marketplace Benefits
Warranty & Return Policy
Long Description
The Live Pallet Racking System by Alphalogic Industries Limited is an advanced high-density storage solution designed for efficient pallet handling in warehouse environments. This system operates on the FIFO (First-In-First-Out) inventory principle — pallets are loaded from one side and automatically move via gravity-fed roller tracks to the opposite retrieval side.
It’s ideal for storing bins, carton boxes, and palletized goods, ensuring continuous product rotation without manual intervention or energy consumption. The system maximizes warehouse capacity, improves stock turnover, and reduces material-handling time.
This system is particularly useful for warehouses dealing with fast-moving goods, perishable stock, or short shelf-life products, such as food, pharmaceuticals, and FMCG goods.
Key Features:
- Inventory Flow: Supports FIFO (First-In-First-Out) management — load and unload from opposite sides.
- Design: Inclined roller track mechanism uses gravity to move pallets from the loading to the retrieval end.
- Energy Efficient: No external power required; operates purely on gravitational pull.
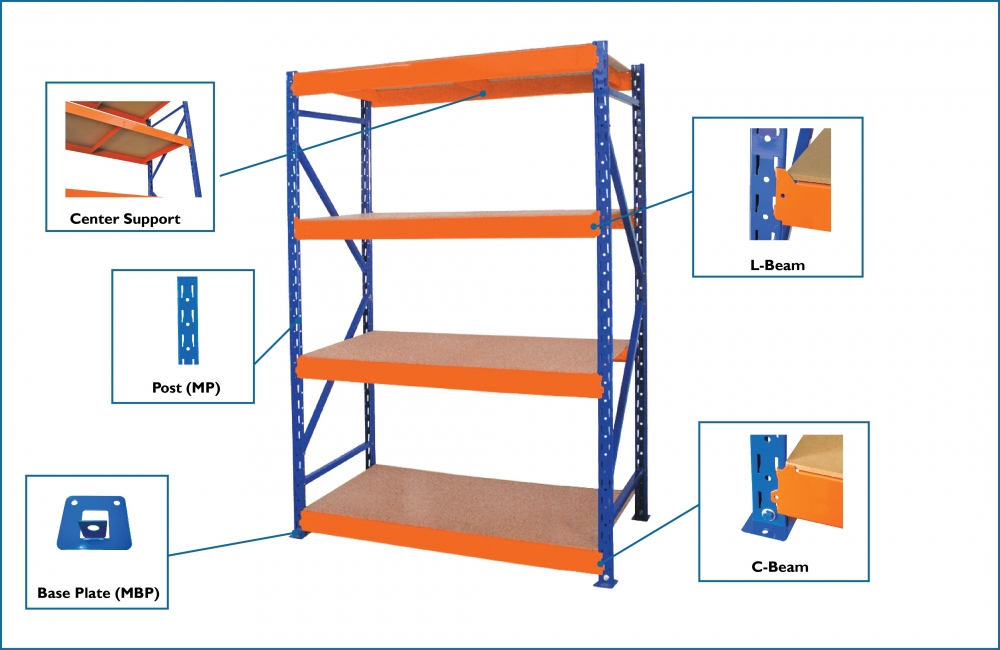
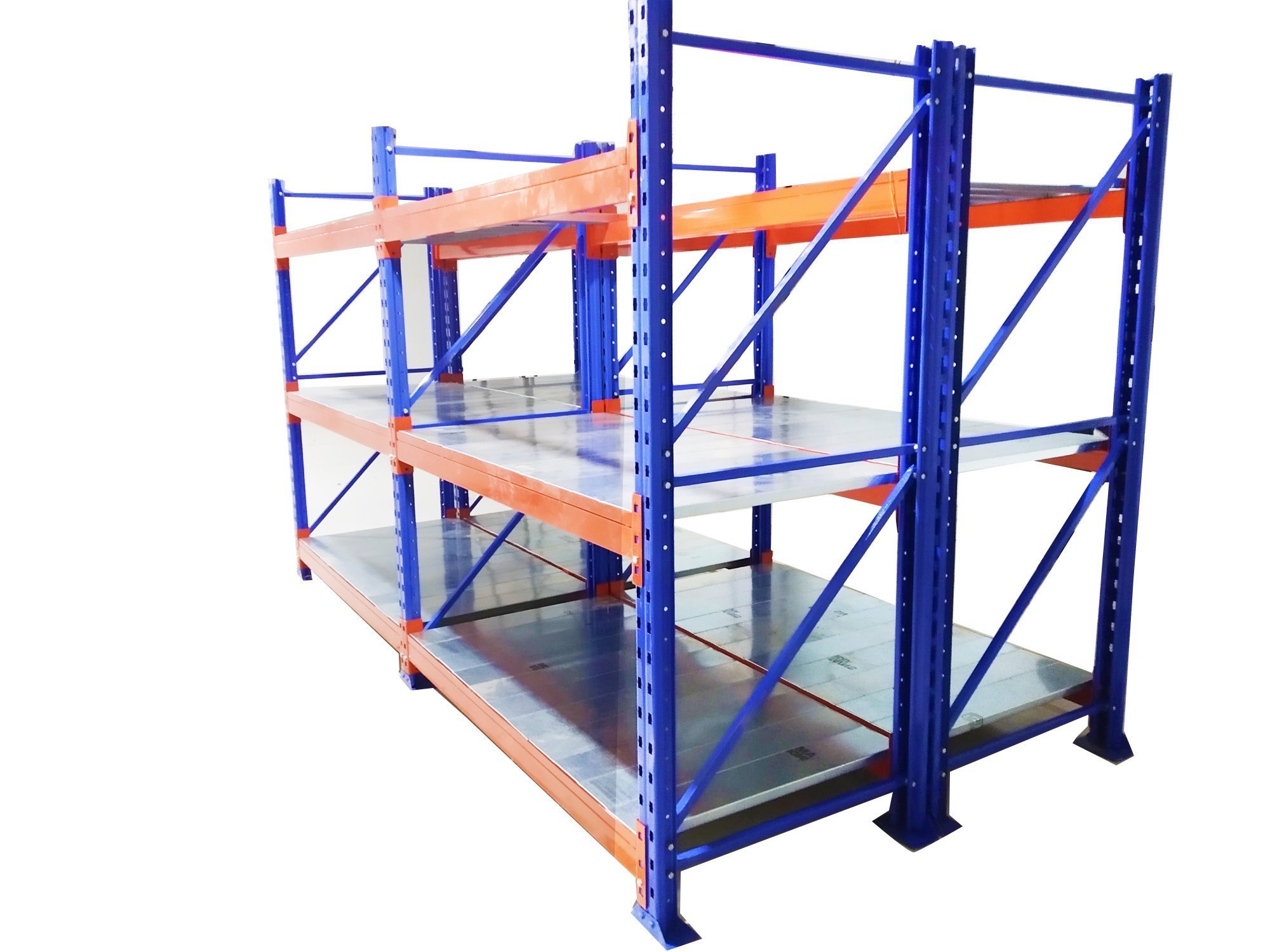
- Material: Heavy-duty structural steel frames with precision rollers for smooth pallet movement.
- Load Capacity: Typically 500 kg to 1500 kg per pallet, customizable as per requirement.
- Control: Adjustable rollers and braking systems control pallet descent speed.
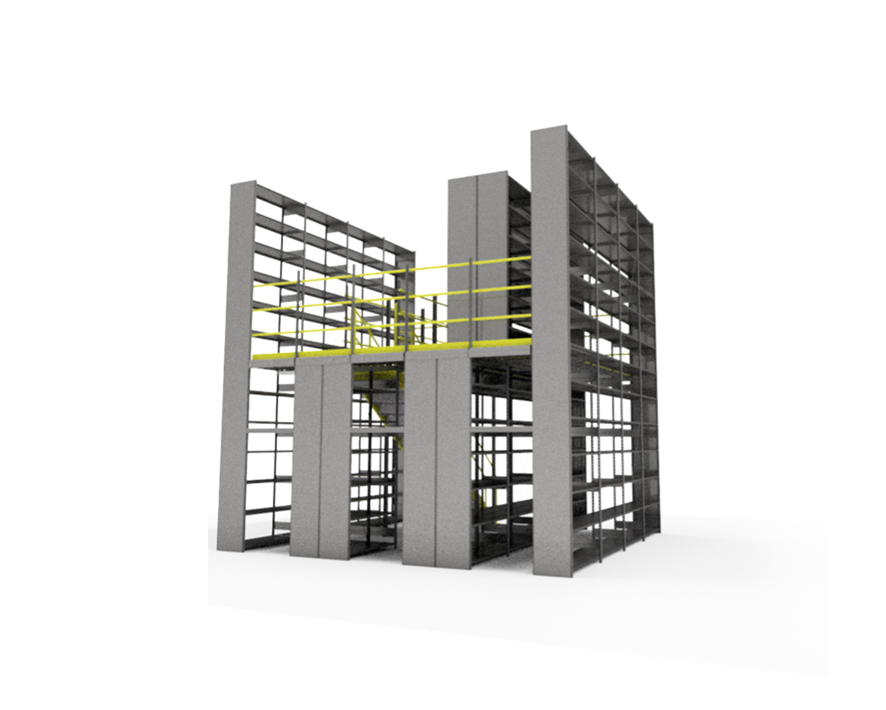
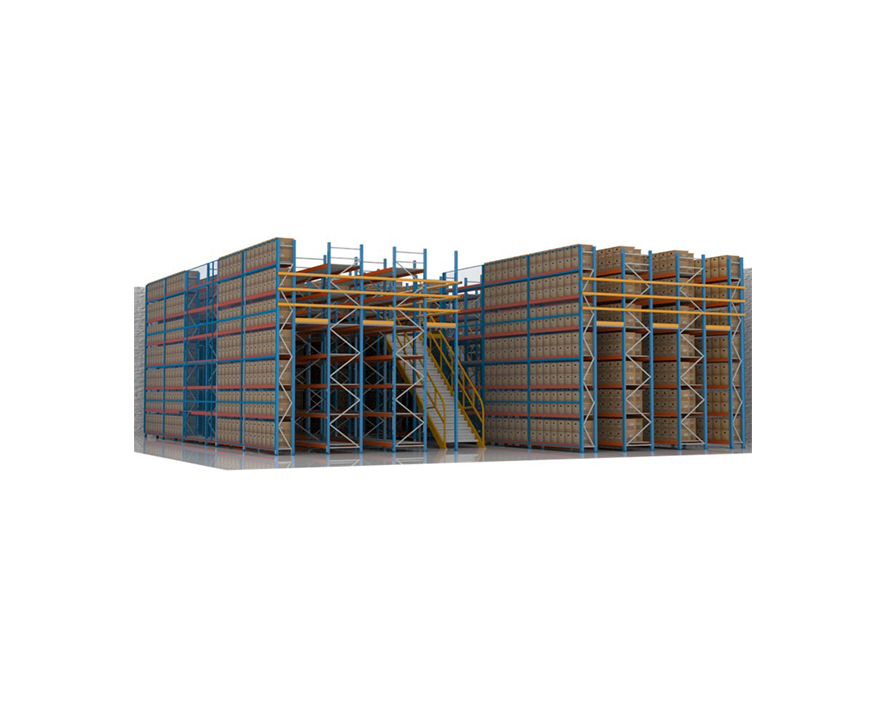
- Configuration: Modular design available in single, double, or multi-deep lane configurations.
- Finish: Epoxy powder-coated for corrosion resistance and long-term durability.
- Installation: Easy assembly with bolted framework and floor-mounted rails.
- Maintenance: Low maintenance due to minimal moving parts and non-motorized operation.
Applications:
- Ideal for cold storage, FMCG, food & beverage, and pharmaceutical warehouses.
- Suitable for distribution centers, manufacturing units, and automated fulfillment hubs.
- Perfect for high-throughput environments requiring constant stock rotation.
- Efficient for batch-controlled inventories or perishable goods storage.
Advantages:
- Maximized Floor Space Utilization: Eliminates redundant aisles; achieves up to 60–70% higher density than standard selective racks.
- Perfect FIFO Operation: Ensures systematic movement of stock and accurate batch control.
- Zero Power Consumption: Utilizes gravity instead of powered rollers, reducing operational costs.
- Enhanced Efficiency: Reduces forklift travel distance and loading/unloading time.
- Scalable and Customizable: Easily adapted for different warehouse layouts and pallet dimensions.
- Improved Safety: Optional roller brakes and pallet separators prevent collision or uncontrolled movement.