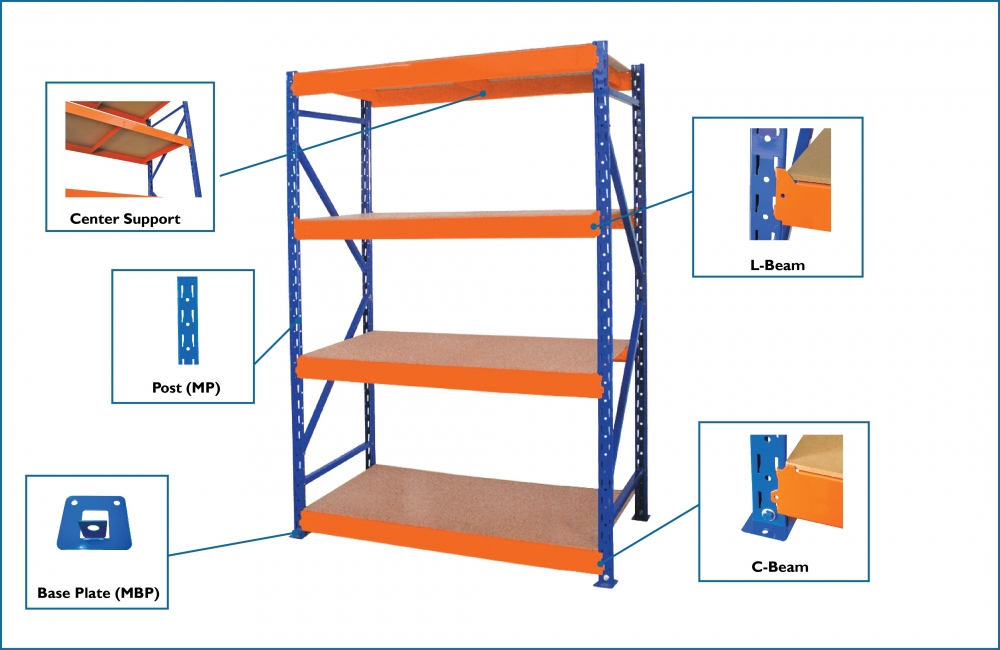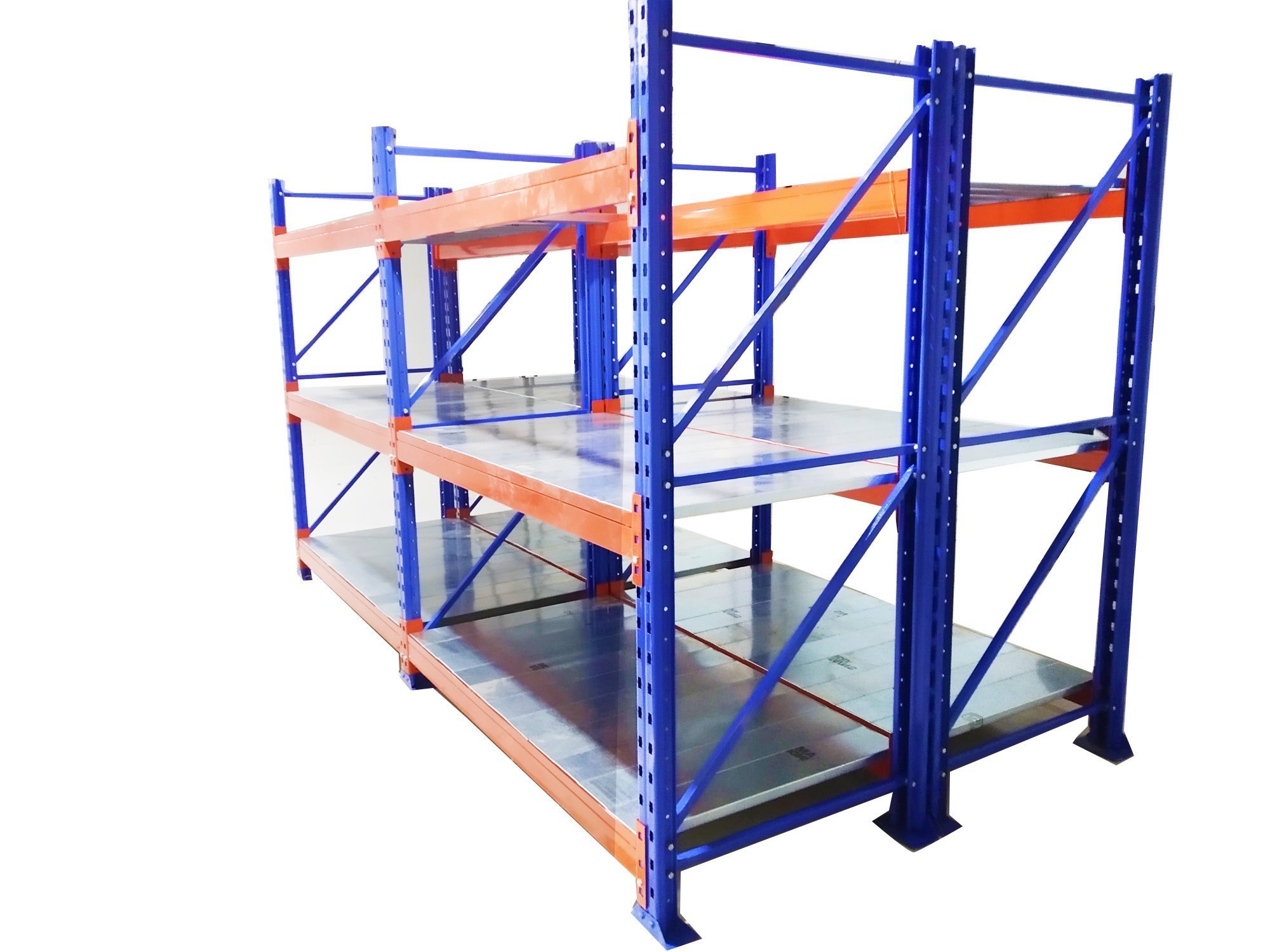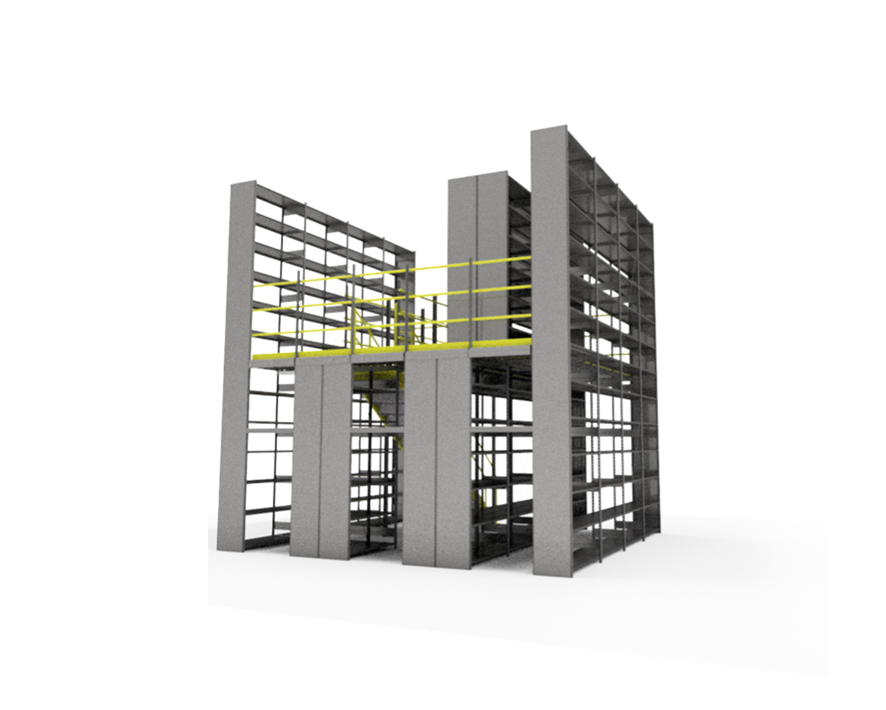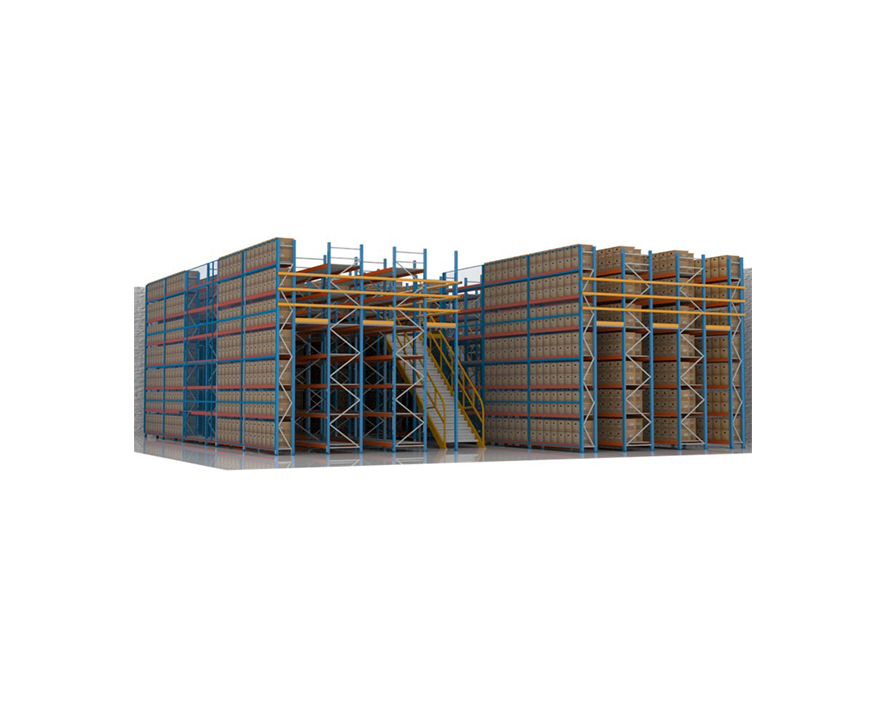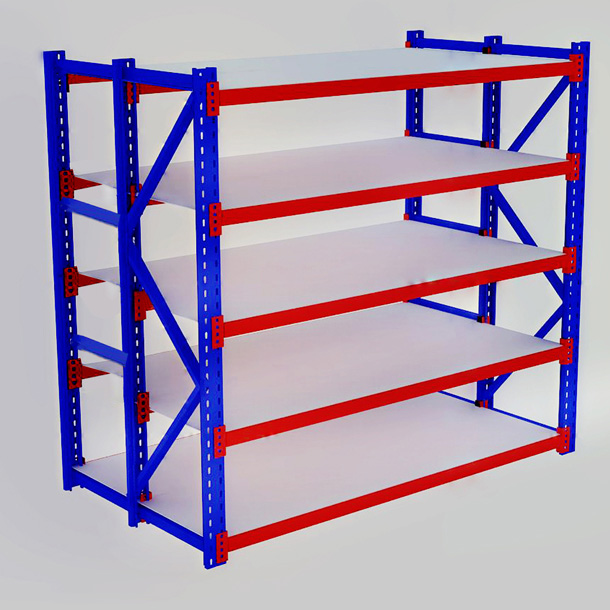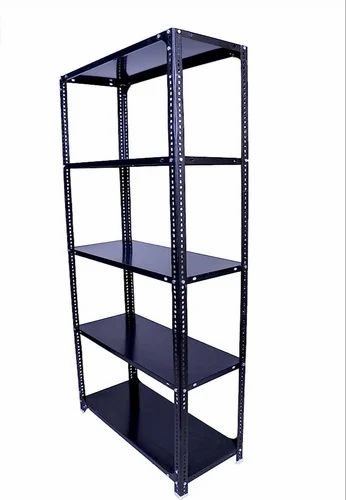



Heavy Duty Racks
0
Ratings
Add Zip code to check availability
Select Quantity
Features
Brand
Company
Estimated Price
SKU
Category
Sub - Category
A D Engineering
A D Engineering
₹N/A
HPHNHD-3935
Storage Solutions
Shelves and Shelving Systems
Additional Information
Material
Mild Steel
Color
Blue
Minimum Order Quantity
N/A
Usage/Application
N/A
Dimensions (mm)
N/A
Shape
N/A
Surface Treatment
N/A
Checked and Rectified
Yes
Capacity Minimum (kg)
N/A
Capacity Maximum (kg)
2000
Height Minimum (mm)
N/A
Height Maximum (mm)
N/A
Dimensions Inner (mm)
N/A
Sheet Thickness (mm)
N/A
Drum Compatibility (Litre)
N/A
No of Lockers
N/A
Aisles Space Minimum (mm)
N/A
Aisles Space Maximum (mm)
N/A
No Of Layers (Minimum)
N/A
No Of Layers (Maximum)
N/A
No of Shelves
N/A
No of Bins
N/A
Shuttle Load (kg)
N/A
Load Per Layer Minimum (kg)
N/A
Load Per Layer Maximum (kg)
N/A
Rack Type
N/A
Marketplace Benefits
Warranty & Return Policy
Description
"
A D Engineering presents Heavy Duty Racks, including the innovative Heavy Duty Two Tier Racking System, Pallet Racking System, and Storage Racking. With a reputation for expertise and reliability, we're the foremost Industrial Storage Racks Manufacturer in Ahmedabad, Gujarat, India.
Benefits:
- High Load Capacity: Our Heavy Duty Racks are designed to carry heavy loads, making them ideal for industrial warehouses and manufacturing units.
- Optimized Space: The Two Tier Racking System maximizes vertical storage space, increasing efficiency in storage and retrieval.
- Durable Construction: Our racks are built for longevity, ensuring a robust solution for various industries.
- Customizable: Tailor the racks to your needs, with options for dimensions, load capacity, and accessories.
- Enhanced Organization: These racks enhance warehouse organization and inventory management.
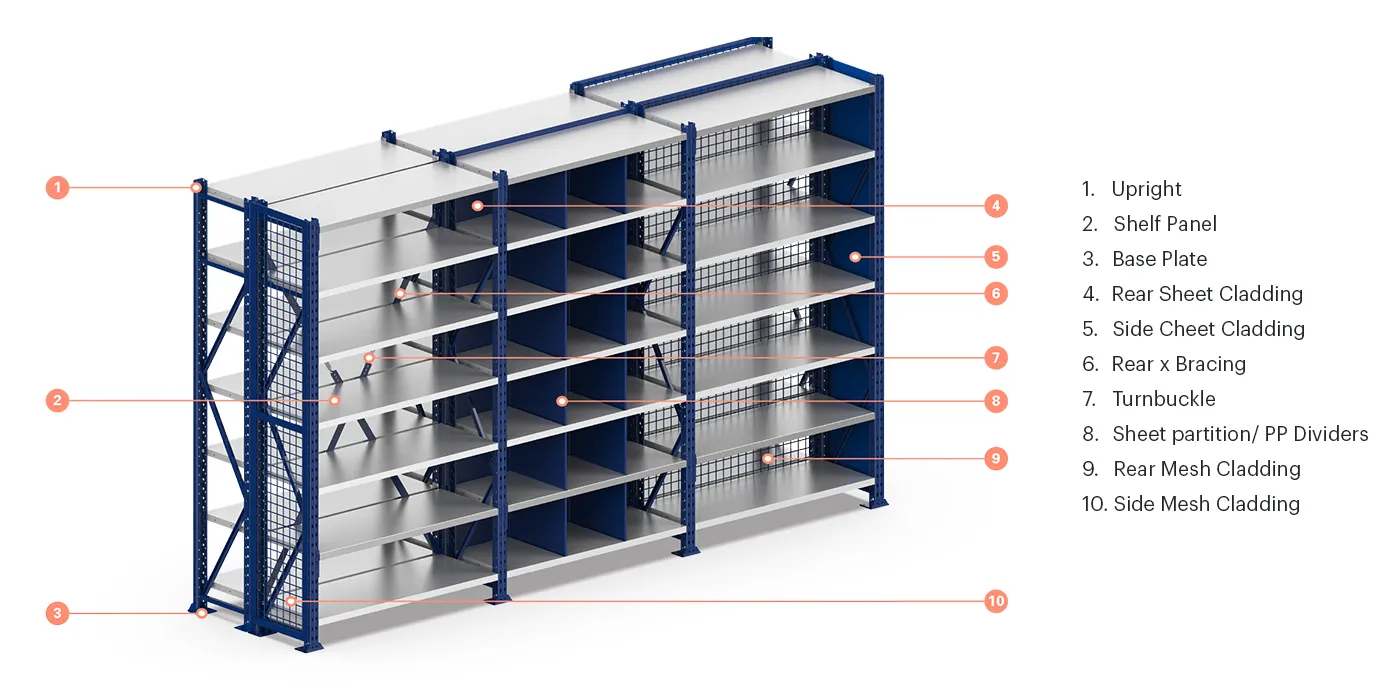
Features:
- Two Tier Racking System: Efficiently doubles storage capacity by utilizing vertical space.
- Pallet Racking System: Designed for easy loading and unloading of palletized goods.
- Storage Racking: Versatile solution for storing a wide range of products and materials.
- Industrial Grade: Engineered to withstand demanding industrial environments.
- Modular Design: Allows for expansion and customization as your storage needs evolve.
Applications:
- Industrial Warehouses: Efficiently store raw materials, finished products, and equipment.
- Manufacturing Units: Organize components and products for streamlined production processes.
- Chemicals Industry: Safely store hazardous materials and chemicals in compliance with regulations.
- Logistics and Distribution: Optimize storage for efficient order fulfillment and distribution.
- Pharmaceuticals: Store medicines, equipment, and supplies in a controlled and organized manner.