
Double Deep Pallet Racking System
Add Zip code to check availability
Select Quantity
Features
Marketplace Benefits
Warranty & Return Policy
Long Description
The Double Deep Pallet Racking System by Alphalogic Industries Limited is an optimized, high-density storage solution designed to maximize warehouse floor utilization while maintaining accessibility and flexibility.
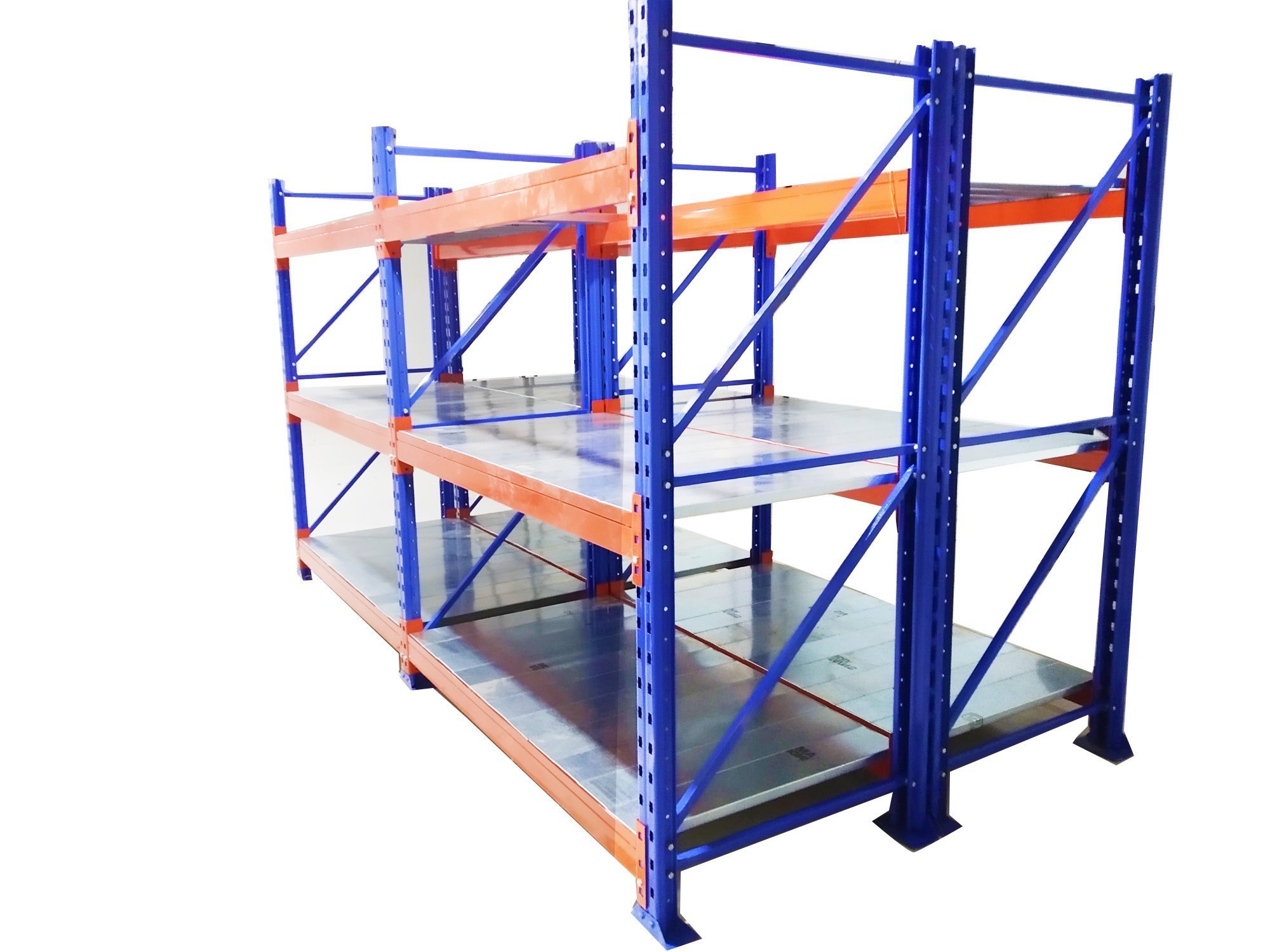
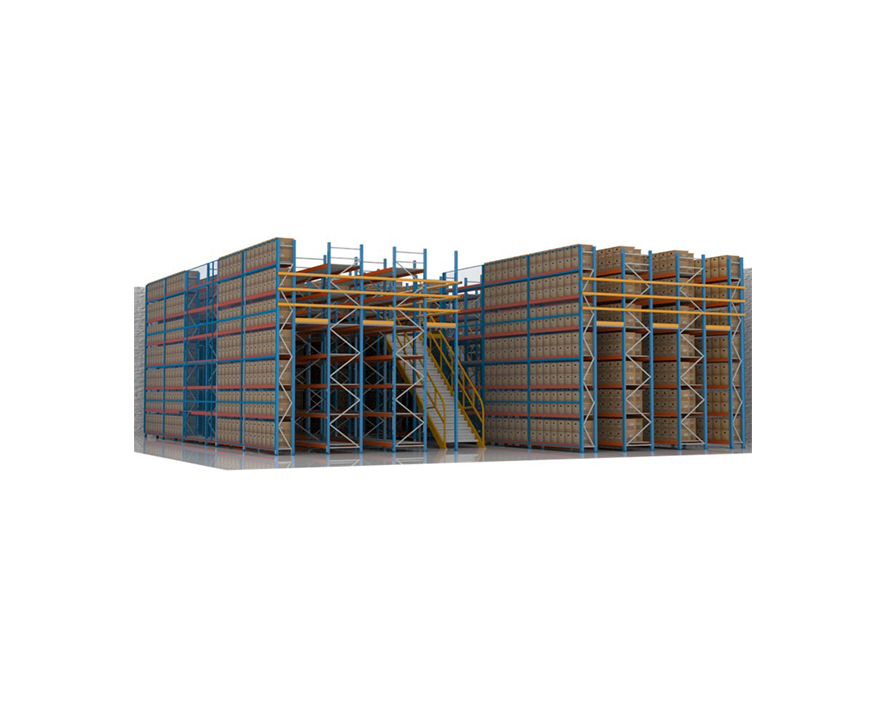
It consists of two rows of selective pallet racks placed back-to-back, forming a four-pallet-depth arrangement when viewed across the aisle. Unlike conventional Selective Pallet Racking (SPR), which requires an aisle for every two rows, the Double Deep system serves four rows per aisle, resulting in substantial floor space savings.
This racking system is ideal for warehouses that store large quantities of similar SKUs, allowing for high-density storage while maintaining reasonable selectivity. It operates efficiently with specialized Material Handling Equipment (MHE) such as reach trucks or forklifts with telescopic forks that can access the rear pallets.
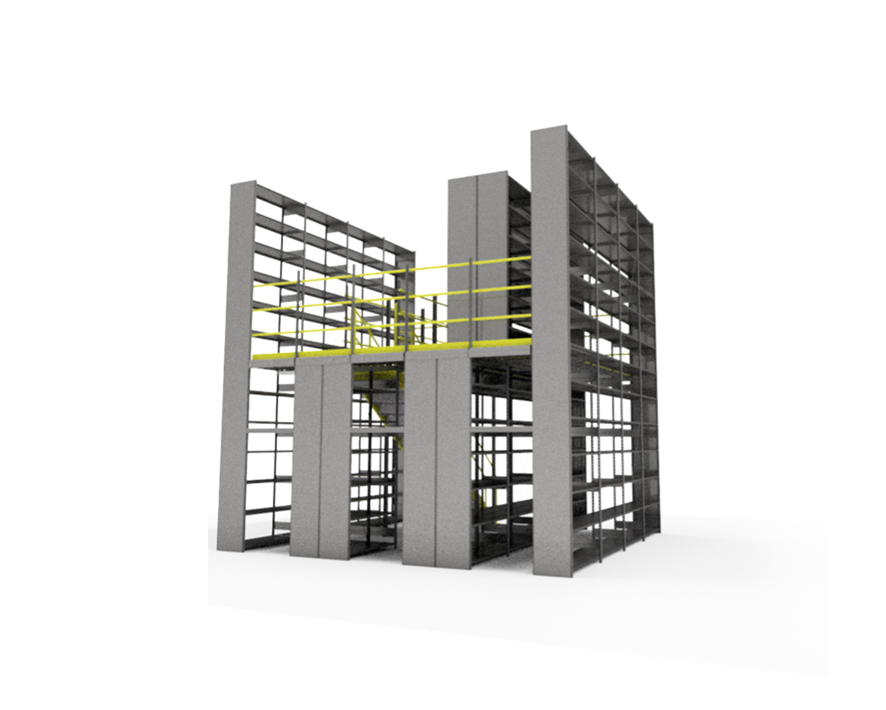
The system’s modular configuration enables easy extension, reorganization, and modification to suit changing storage needs, making it one of the most versatile and cost-effective racking solutions for medium- to high-turnover warehouses.
Key Features:
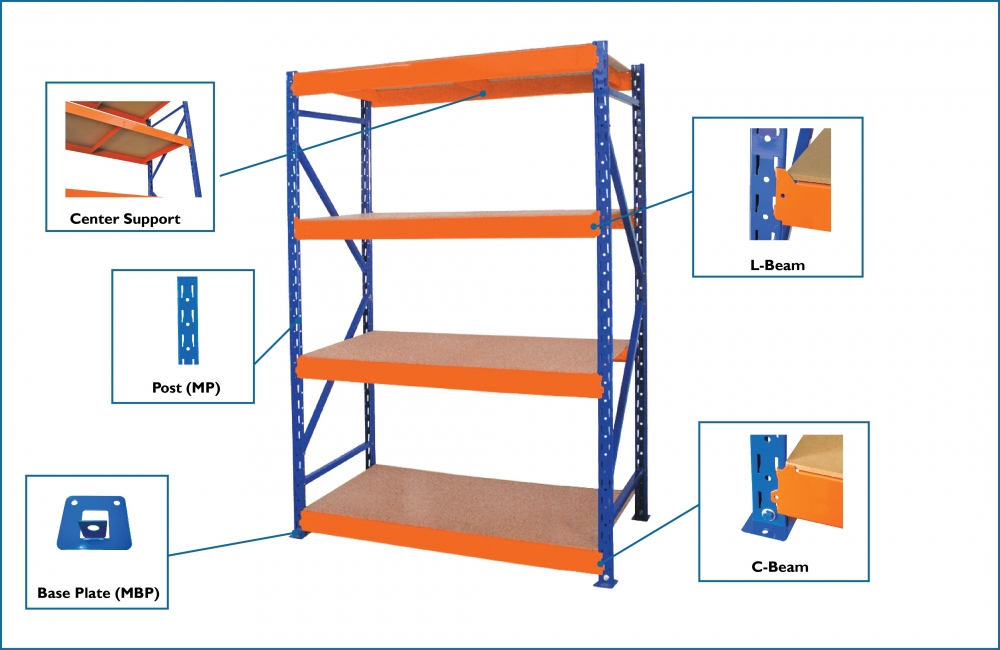
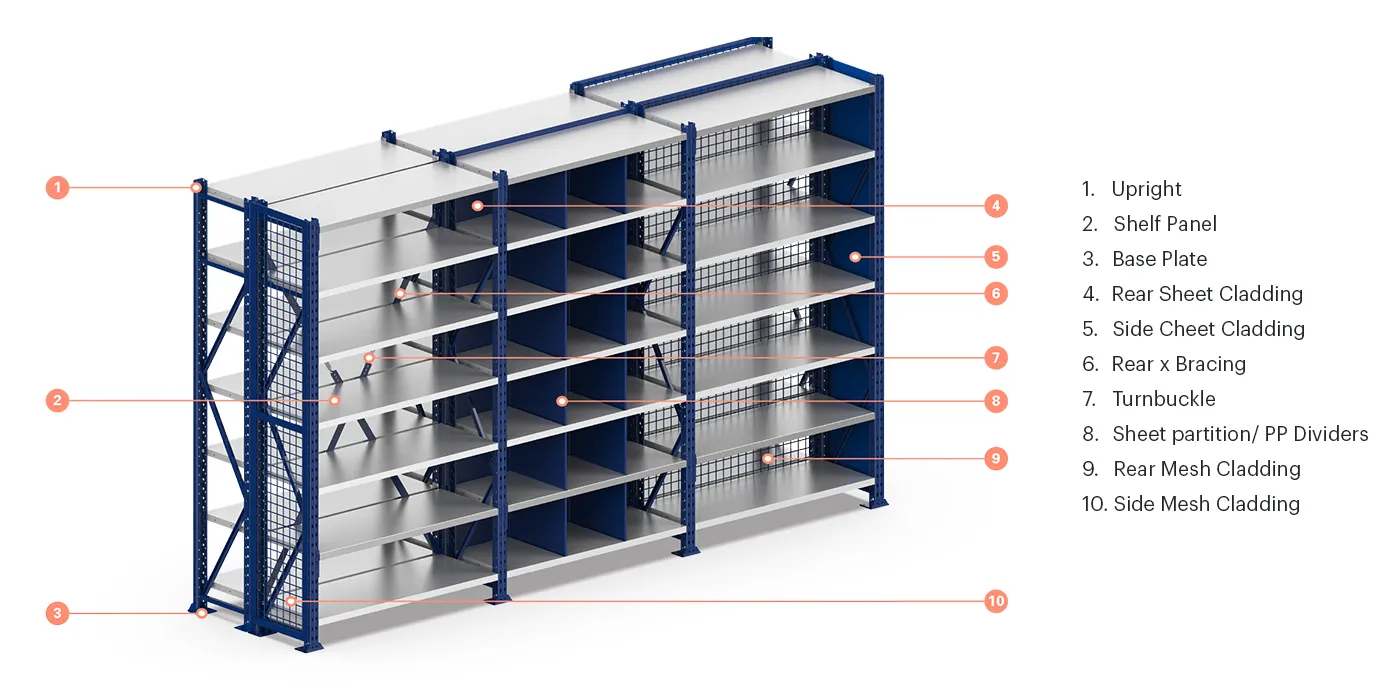
Rack Configuration: Two rows of selective pallet racks connected back-to-back (four pallets deep).
Aisle Optimization: One aisle services four pallet rows, reducing aisle count and increasing usable storage area.
Material Handling Equipment: Compatible with reach trucks, stackers, and forklifts with extended or telescopic forks.
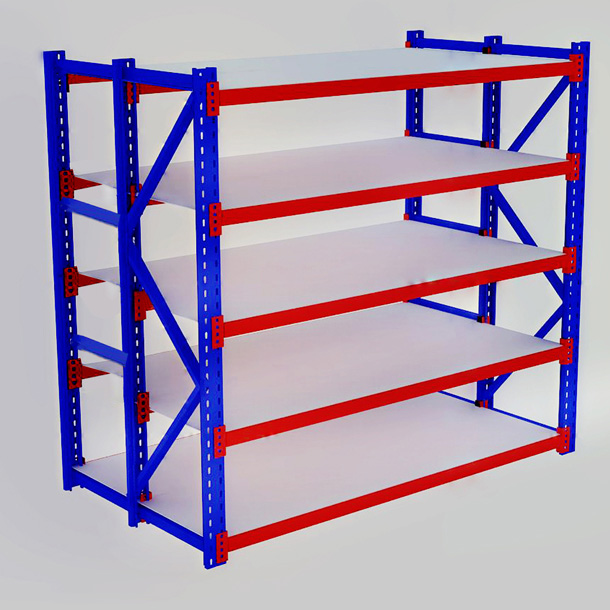
Material: Constructed from high-tensile structural steel with bolted frame assembly for superior strength.
Finish: Epoxy-polyester powder-coated for corrosion resistance and aesthetic appeal.
Safety Add-ons: Wire decks or pallet supports required for second-depth pallet positions; optional backstops and guide rails.
Design Flexibility: Modular structure can be expanded or reconfigured without major investment.
Height & Aisle Adjustment: Determined by warehouse ceiling height, MHE lifting capacity, and pallet dimensions.
Load Capacity: Typically supports 800 – 1500 kg per pallet position, customizable per design.
Applications:
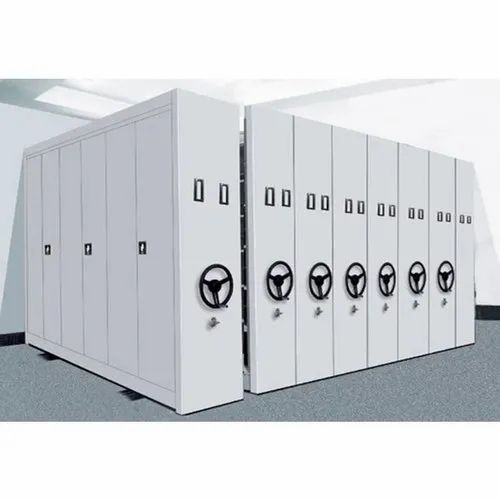
Warehousing & Distribution Centers: For storing bulk inventory of similar SKUs.
Manufacturing Plants: Ideal for WIP (Work-in-Progress) and raw material storage.
Retail Distribution: Suitable for FMCG, apparel, and e-commerce backend warehouses.
Cold Storage & Food Logistics: Excellent for environments requiring batch rotation with medium selectivity.
Automotive & Spare Parts Storage: Efficient for palletized components and containerized goods.
Advantages:
Space Efficiency: Reduces the number of aisles, increasing floor utilization by up to 30–40% compared to Selective Pallet Racking.
Cost-Effective: Provides higher storage density with lower investment compared to drive-in systems.
Expandable Design: Easily extendable and reconfigurable to accommodate future storage requirements.
Structural Strength: Built with heavy-duty steel for reliable long-term performance under industrial loads.
Versatile Operation: Compatible with multiple MHE types, offering operational flexibility.
Optimized Storage: Ideal for operations with batch storage, reducing space wastage.
Vertical Utilization: Supports multi-level stacking, optimizing both floor and cubic space.